


Ağaç Kaplama Hakkında
Kaplamalar elde ediliş yöntemlerine göre üç şekilde elde edilir.
1.1. BİÇME YÖNTEMİ İLE KAPLAMA ELDE ETME
Özel biçme makineleriyle biçilerek elde edilen ve kalınlığı 1–1,2 mm arasında değişen kaplamalardır.
Biçme Yöntemi İle Kaplama Elde Etme
Bu yöntemle kaplama elde etmek için kuru keresteler yatay veya düşey konumda çalışan, şerit testere makinesine benzeyen biçme makinesinin arabasına tutturulur. Kaplama kalınlığı ayarlandıktan sonra makine çalıştırılır. Araba belli bir hızla ilerlerken ilk kaplama kesilir. İki taraflı ağızlı testere takılan makinelerde kesim bittikten sonra tomruk otomatik olarak ayarlanan kalınlık kadar yukarı kalkar ve araba geriye doğru ilerlemeye başlar. Böylece biçmeye devam edilir. Tek taraflı ağızlı testere takılan makinelerde ise araba hızla geri alınır ve bir kaplama kalınlığı kadar yukarı kalkarak yeniden ilerlemeye başlar. Her kaplama kesildiğinde testere kalınlığı kadar talaş fire olarak atılır. Bu yöntemle kaplama elde etme çok yaygın olmamakla birlikte yumuşatılınca rengi bozulan kıymetli ağaçlar için en uygun yöntemdir.
Biçme Yöntemiyle Elde Edilen Kaplamaların Özellikleri:
Kereste yumuşatılmadığı için ağaç doğal rengini ve özelliğini korur.
Kaplama yüzeylerinde çatlama olmaz.
Her türlü ağaçtan kaplama kesilebilir.
Kaplamalar kalın olduğu için tutkalın yüzeye çıkma olasılığı azdır.
Bu yöntemle ℅100-℅200 fire verir ve pahalıya mal olur.
Bu yöntemle kesme yöntemindeki kadar ince kaplama elde edilemez.
Bu yöntemle elde edilen kaplamalarla simetrik desenler oluşturmak zordur.
1.2. KESME (DİLME) YÖNTEMİ İLE KAPLAMA ELDE ETME
Özel kesme (dilme) makineleri ile kesilerek elde edilen 0,6–1,2 mm kalınlığındaki kaplamalardır.
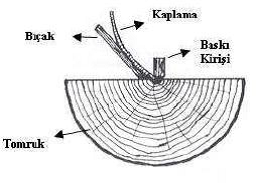
Kesme (Dilme) Yöntemi İle Kaplama Elde Etme
Bu yöntemle kaplama elde edilecek tomrukların önce kenarları alınır. Çatlamamaları ve yumuşatmada kolaylık sağlamak için fabrikanın su havuzlarında bekletilir. Daha sonra 85–95 ˚C’ deki sıcak su ve buhar odalarında ağacın cinsine göre 48–72 saat bekletilerek öz suyu alınır ve yumuşatılır. Kesme ve soyma yöntemiyle kaplama elde etmede ağacın sıcaklığı ve yumuşatılması önemlidir.
Daha sonra havuzun suyu boşaltılır ve tomruk veya kalaslar havuzdan çıkarılıp yaklaşık 24 saat bekletildikten sonra kaplama kesme makinesine bağlanır, istenen kalınlık ayarlanarak kaplamalar kesilir.
Bu işlemde tomruk sabit, bıçak ileri geri hareketlidir. Ancak bıçak her kaplamayı kestiğinde geri gelirken tomruk otomatik olarak kaplama kalınlığı kadar yukarı kalkar ve aynı işlem devam eder.
Bu şekilde kesilip üst üste sıralanan kaplamalar aynı sırayla ve sayılarak kurutma bandına verilirler. Kuruyan kaplamalar aynı sırayla banttan alınırlar. Kurutma fırınından %8–10 nem ile çıkan kaplamalar 24 veya 32 tanesi bir arada olmak üzere paketlenir. Genellikle yüz kaplamalar 24, astar kaplamalar 32’li paket yapılır. Bir gün bekletilen kaplamalar en ve boyları kesilerek ölçülendirilip iki uçlarından iplerle bağlanarak etiketlenilirler. Etikette o paketin hangi paletin, kaçıncı bilyesinin, kaçıncı paketi olduğu ve paketteki kaplamaların boyu, eni, sayısı ve kaç m² olduğu yazılıdır.
Tomruklar bazen ikiye veya dörde bölünerek makineye bağlanır. Tomruk dörde bölünerek kaplama kesilirse desenler kenara paralel düz çizgiler hâlinde ortaya çıkar, bu şekildeki düz çizgili kaplamalara “freze” desenli kaplamalar denir.
Kesme Yöntemiyle Elde Edilen Kaplamaların Özellikleri:
Çok az fire verdiği için ucuza mal olur.
İstenen kalınlıkta kaplama elde edilebilir.
Renk ve desen beraberliği olduğu için simetrik desenler elde edilebilir.
Yumuşatma sırasında bazı ağaçların doğal rengi değişir.
Kaplama elde edilirken kıvrıldığı için alt yüzde çatlaklıklar oluşur.
İnce kaplama elde edildiği için presleme sırasında yüzeye tutkal çıkabilir.
1.3. SOYMA YÖNTEMİ İLE KAPLAMA ELDE ETME
Özel soyma makineleri ile soyularak elde edilen kaplamalara soyma kaplama denir.
Soyma Yöntemi İle Kaplama Elde Etme
Bu yöntemle kaplama elde edilecek tomruklar da kesme yönteminde olduğu gibi sıcak su ve buhar odalarına konularak yumuşatılır.
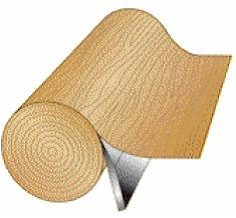
Soyma yöntemiyle iki türlü kaplama soyulur. Birinci yöntemle kontrplak üretiminde kullanılmak üzere “papel kaplama” denen kalın kaplamalar soyma makinesinin puntoları arasına bağlanan tomruktan çepeçevre soyularak elde edilir. Vinçle kaldırılan tomruk merkezlenerek soyma makinesine bağlanır ve çapı 8–10 cm kalıncaya kadar soyulur. Tomruk boyu eninde çok uzun kaplama elde edilebilir.
İkinci yöntemde ise önce tomruklar eksenden ikiye bölünür. Kancalarla birbirine bağlanır, çatlamaması için etrafına emper sarılır ve buhar odalarında yumuşatıldıktan sonra yarım tomruk dıştan içe doğru farklı bir soyma makinesine bağlanarak soyulur. Dış odundan iç oduna doğru kaplama elde edildiği için özellikle kayın için tercih edilen açık renkli geniş kaplamalar elde etmeye uygun bir yöntemdir.
Bu yöntemlerden biriyle elde edilen kaplamalar farklı işlemlerden geçirilerek ve bilgisayarda renklendirilerek elde edilmiş değişik renk ve desende kaplamaları da piyasada bulmak mümkündür. Bu yöntemle elde edilen kaplamalarda doğal desenlere yakın desende ve ağaç da olmayan renklerde, zengin görüntülü freze ve hareli kaplamalar bulmak mümkündür.
Soyma Yöntemiyle Elde Edilen Kaplamaların Özellikleri:
Kontrplak üretimine uygun ölçülerde kaplama elde edilir.
Soyma makinesindeki bıçak uzunluğu kadar genişlikte çok uzun kaplama elde edilebilir.
Sadece tomruğun ortasından 8-10 cm fire verdiği için ucuza mal olur.
Yumuşatma anında bazı ağaçların doğal rengi değişir.
Kaplamalar soyulurken rulo hâlinde kıvrıldığı için düzeltilince iç kısımda çatlaklıklar oluşur.
Desen beraberliği ve simetrik şekil elde edilemez.
Bu yöntemle elde edilen kaplamalar daha kırılgandır.